| Vara | Smíða | Leikarar |
| Ferli | Smíða er ferli þar sem smíðavél notar til að afmynda málmhluta til að fá ákveðna vélræna eiginleika, lögun og stærð. Með smíði er hægt að útrýma lausum göllum málmsins í bræðsluferlinu, hámarka örbyggingu og viðhalda fullu flæði málmsins, þannig að vélrænir eiginleikar smíða eru almennt betri en steypa úr sama efni. Flestir mikilvægir hlutar vélarinnar sem þurfa mikið álag og erfið vinnuskilyrði eru smíðaðir. | Steypa er ferli þar sem fljótandi málmur er settur inn í steypuholið, eftir kælingu og storknun, til að fá nauðsynlega hluta. |
| Efni | Smíðaefni nota mikið kringlótt stál og ferkantað stál. Þar er að finna kolefnisstál, álfelguð stál, ryðfrítt stál og einnig nokkur járnlaus málma sem eru aðallega notuð í geimferðaiðnaði og nákvæmnisiðnaði. | Steypujárn, sveigjanlegt steypujárn og stál eru venjulega notuð í steypu. Algengar steypur eru járnlaus málmar: messing, tinbrons, wuxibrons, álfelgur o.s.frv. | Við sambærilegar aðstæður hefur smíðamálmur betri afköst í vélrænum eiginleikum, en steypa er betri í mótun. |
| Útlit | Oxunarviðbrögð smíðastáls við háan hita valda smávægilegri kýlin-kornmyndun á yfirborði smíðaðra fötutanna. Þar sem smíðað er með mótun, eftir að raufin í mótinu hefur verið fjarlægð, myndast aðskilnaðarlína í smíðaðra fötutanna. | Það eru sandspor og steypuþynnur á yfirborði steyputanna. |
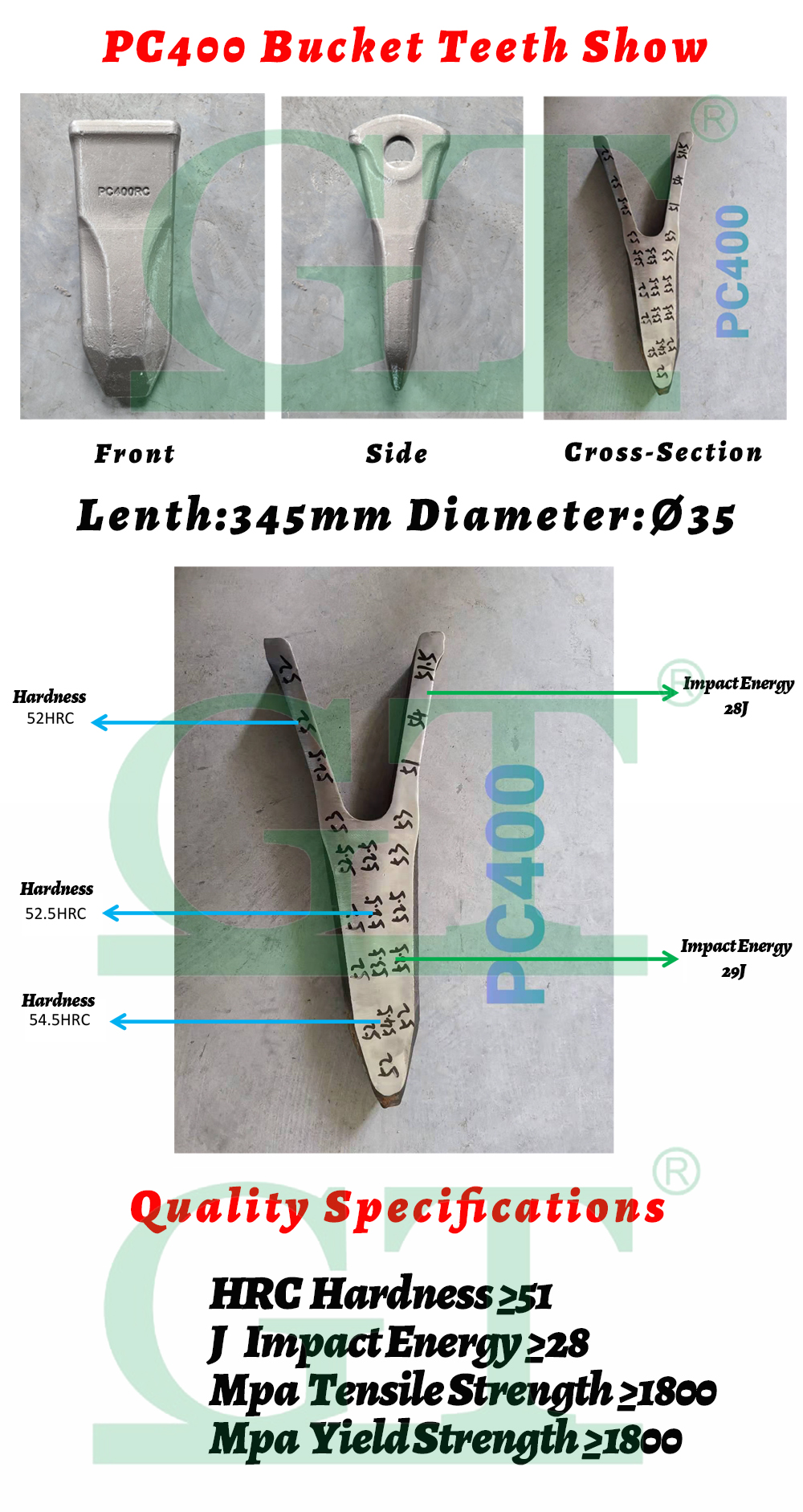
| Vélrænn eiginleiki | Smíðaferlið getur tryggt samfellu málmtrefjanna og viðhaldið fullkomnu málmflæði, tryggt góða vélræna eiginleika og langan endingartíma fötutanna, sem er óviðjafnanlegt steypuferli. | Í samanburði við steypuhluta er hægt að bæta uppbyggingu og vélræna eiginleika málmsins eftir smíði. Eftir smíði breytist steypuskipulagið vegna hitauppstreymis, upprunalegir, klumpalegir kristallar og súlulaga korn í fínkorn og einsleit, ísómetrísk endurkristöllun gerir upprunalega aðskilnaðinn í steypuhlutunum, beinþynningu, gegndræpi, gjall og annað þjappað betur, sem bætir mýkt og vélræna eiginleika málmsins.
Smíða er að fá fram þá lögun sem óskað er eftir með því að þrýsta málminn með plastaflögun, oftast með hamri eða þrýstingi. Smíðaferlið býður upp á fína kornlaga uppbyggingu og bætir eðliseiginleika málmsins. Í reynd getur rétt hönnun tryggt að kornflæði í átt að aðalspennunni verði tryggt. Steypa er að fá málmhluti til að móta með alls kyns steypuaðferðum, þ.e. að setja fljótandi málminn í tilbúið mót til að fá ákveðna lögun, stærð og eiginleika, með bræðslu, steypu, sprautu eða öðrum steypuaðferðum, og hrista hann út eftir kælingu, hreinsun og lokavinnslu. |